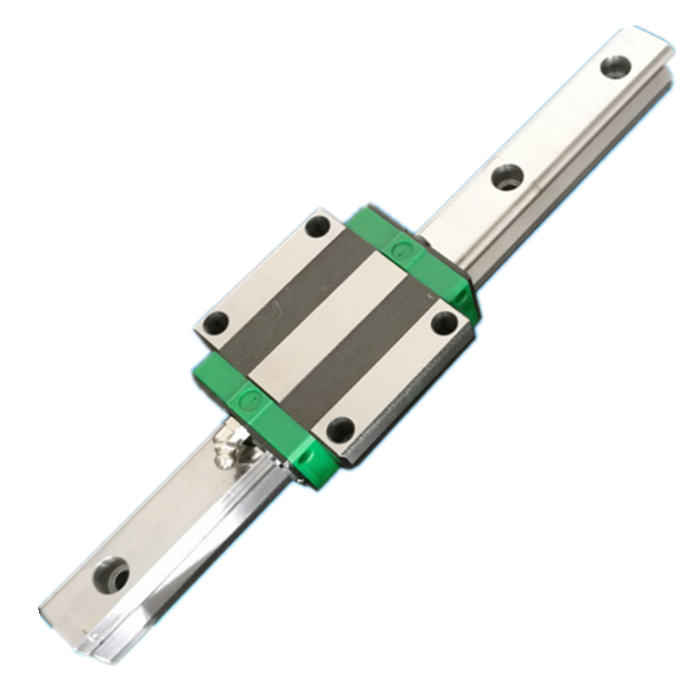



机电一体化系统中的导向装置一般是指导轨,导轨由运动件和承导件组成。各种机械运行时,由导轨副保证执行件的正确运动轨迹。并且导轨副也影响着执行件的运动特性。
伴随着高新科技时代的开启,众多企业都走上自动化设备发展的道路,都对机械进行升级改造。在这个行业的趋势引领下,直线导轨对机械设备的目标是追求加工效率、成本与精度的最佳结合,我们为了实现这一个目标,需要研究并且开发关键性的技术,那就是“加工精度在线测量”,尤其是在多品种小批量的生产因素下,研究出先进的在线测量技术意义性质非常重大,因为在线测量是加工测量一体化技术的重要组成部分,是保障传动零部件质量以及提高生产效率的重要手段。目前在国外就已经很早认识到了这种在线测量技术的重要性,从而对其进行了大量的研究探讨,并且在生产实际运行过程中得到了广泛的应用。那么我们在机械设备现实中运作的测量有哪几种方式呢?听听我们东莞启威技术人员是怎么说的吧!不懂的亲们赶紧来看看咯。
机械传动元部件加工精度的在线测量方式分为下列两种情况:
第一点、在加工过程当中直接测量工件的加工表面,当加工过程结束后,方能得够得到所需要的精度指标系数,通常情况下这是对在线测量技术上最为理想的状态;
第二点、当加工过程结束后,其工件依然需要安装在机床上,选用合理的测量仪器对工件进行测量。在超精密加工中,热变形对加工精度的影响是不能够忽视滴,所以在加工过程中保持恒温、油淋浇或切削液冷却是必然的,然而冷却液与元部件在转速高的条件下,测量精度能够达到0.01μm的传感器,以目前水平没有滴。所以我们在进行超精密加工时,对传动零部件加工精度的检测主要是采用传统的离线测量方式,不过离线测量的费用在绝大多数情况下,都有可能是超过机械零部件的加工费用滴。
校直的方案:
基准导轨的理论基准直线是空间的直线,因此在两个相互垂直的平面(水平面和铅垂面)分别校直,校直过程中,直线度误差的测量也是在这两个平面内进行的.坐标系的设定和测量系统相同。由于导轨是刚性件,挠度较小,校直幅度不能过大,所以,校直的过程中,直线度误差的计算采用最小二乘法,在校直的过程中,是以最小二乘中线作为基准直线.在校两条导轨平行程度时,也是采用最小二乘中线为基准.。
导轨和导轨基座的接触是面接触,导轨靠基座上的相互垂直的平面进行定位。校直中,基座接触面增加材料(垫薄片材料)远比去除材料(磨削或刮研)容易,所以,本校直实例采用增加材料(垫薄片材料),但只能达到数丝的精度(垫薄片材料厚度限制),要达到高的精度则需要用去除材料的方法。校直过程中的基准直线实际是平行基准导轨最小二乘中线并且通过极限点的直线。由于以基准导轨最小二乘中线为基准线,为调整方便,选取平行基准线并且通过极限点的直线作为调整的基准,然后计算出各测点相对该调整基准直线的偏移量,按其偏移量进行调整.本校直例中,铅垂面的极限点就是最大值;水平面的极限点就是上侧导轨的最大值或下侧导轨的最小值(去除材料(磨削或刮研)定义极限点是最大值和最小值互换)。既是以平行最小二乘中线且通过该极限点的直线为基准时,调整导轨只需垫薄片材料。具体如下:
1.、确定基准导轨(由工艺师或生产厂家决定)并进行校直,使其直线度误差的值在规定的范围内;
2、采用上述的方法校直第二条导轨,以校直好的基准导轨作为基准直线,使第二条导轨的最小二乘中线和基准导轨的最小二乘中线达到规定的平行度误差.。
导轨作为导向装置,应当具有下列性能:
(1)导向精度 主要指导轨运动轨迹的精确度。影响导向精度的主要因素有:导轨的几何精度和接触精度,导轨的结构形式,导轨及其支承件的刚度和热变形,静(动)压导轨副之间的油膜厚度及其刚度等。
(2)精度保持性 主要由导轨的耐磨性决定。耐磨性与导轨的材料、导轨副的摩擦性质、导轨上的压强及其分布规律等因素有关。
(3)刚度 包括导轨自身刚度和接触刚度。主要取决于导轨的形状、尺寸与支承件的连接方式及受力状况等因素。
(4)低速运动平稳性 动导轨作低速运动或微量位移时易产生摩擦自激振动,即爬行现象。爬行会降低定位精度或增大被加工工件表面的粗糙度的值。
上一篇:国产cnc机床探头脱离进口
下一篇:国产直线导轨长度的选择方法